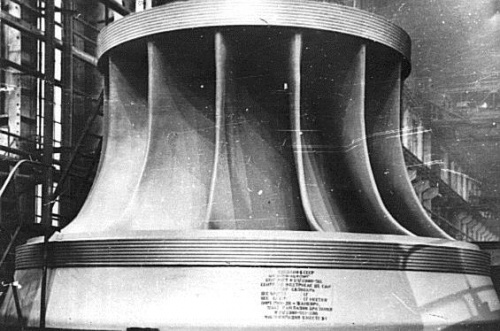
На фото: Рабочее колесо Усть-Илимской ГЭС впервые изготовленное из стали 06Х 12Н3Д и сваркой электродами ЦЛ51
Вернувшись домой, снова пришлось на работе включиться в решение целой кучи проблем, главные ,из которых оставались. во-первых, промышленное освоение нашей новой стали 06Х12Н3Д, сварочной проволоки моих новых электродов ЦЛ-51 и всего, что необходимо было сделать, чтобы именно эта сталь стала основной для производства рабочих колес гидротурбин, и, во-вторых, технологии изготовления сварно-кованных роторов. Эта работа совпала с периодом жизни страны, который позднее характеризовался, как период застоя.
И это было действительно так. Каждый шаг по внедрению чего-то нового становилось делать все труднее и труднее. Возникали все новые бюрократические препоны, которые нужно было как-то преодолевать. Люди начинали понимать, что для спокойной жизни нужно не делать дело, а находиться как бы при нем, что, с точки зрения шкурных интересов, куда более выгодно убедить в приобретении материалов, технологии и оборудования за границей, чем делать все это у себя, даже если наша технология лучше. Довод чиновников был простой: “за границей же не дураки, и если они так не делают, то и нам этого делать не нужно. Лучше все взять у них”. Это давало возможность загранкомандировок для заключения контрактов, где тебя всячески обхаживали, как выгодного заказчика. В качестве возражения против применения наших материалов говорили о том, что они содержат никель, который разрешалось применять только для оборонных отраслей, хотя в нашей стали никеля было меньше, чем в зарубежных. Убеждали, что в стране нет низкоуглеродистого феррохрома для производства нашей проволоки, так как весь этот феррохром идет на экспорт в те же скандинавские страны, где нам советовали приобрести импортную сварочную проволоку.
Но все-таки находилось не мало людей, для которых главным оставалось дело. Таким был главный конструктор гидротурбин на ЛМЗ Глеб Степанович Щеголев. Несмотря на сопротивление собственного руководства, он упорно добивался получения заграничных заказов на гидротурбинное оборудование и доведение технологии производства этого оборудования до самого высокого уровня, а это невозможно было сделать, не реализовав производства наших новых сталей и новой технологии. В результате общих усилий для изготовления рабочих колес Усть-Илимской ГЭС было решено применить сталь 06Х12Н3Д. Правда, несмотря на все наши старания, к первому рабочему колесу мы так и не успели, что оказалось для меня благом, так как именно это позволило обосновать получение весьма высокого авторского вознаграждения за мои электроды. Но, начиная со второго рабочего колеса, практически все гидротурбинное производство перешло на нашу новую технологию. Ее преимущества были очевидны.
Не меньше трудностей возникало и с освоением нашей технологии производства сварно-кованных роторов. Но, несмотря на все это, хотя и медленно, дело двигалось. Была изготовлена и монтировалась на Ижорском заводе уникальная установка для электрошлаковой сварки блоков толщиной свыше двух метров, проводились исследования весьма объемных сварных соединений, завершалась подготовка всего технологического цикла производства сверхкрупных роторов.
Все это требовало больших усилий, очень много времени приходилось проводить в Ленинграде - на Металлическом и на Ижорском заводах.




 Свободное копирование
Свободное копирование